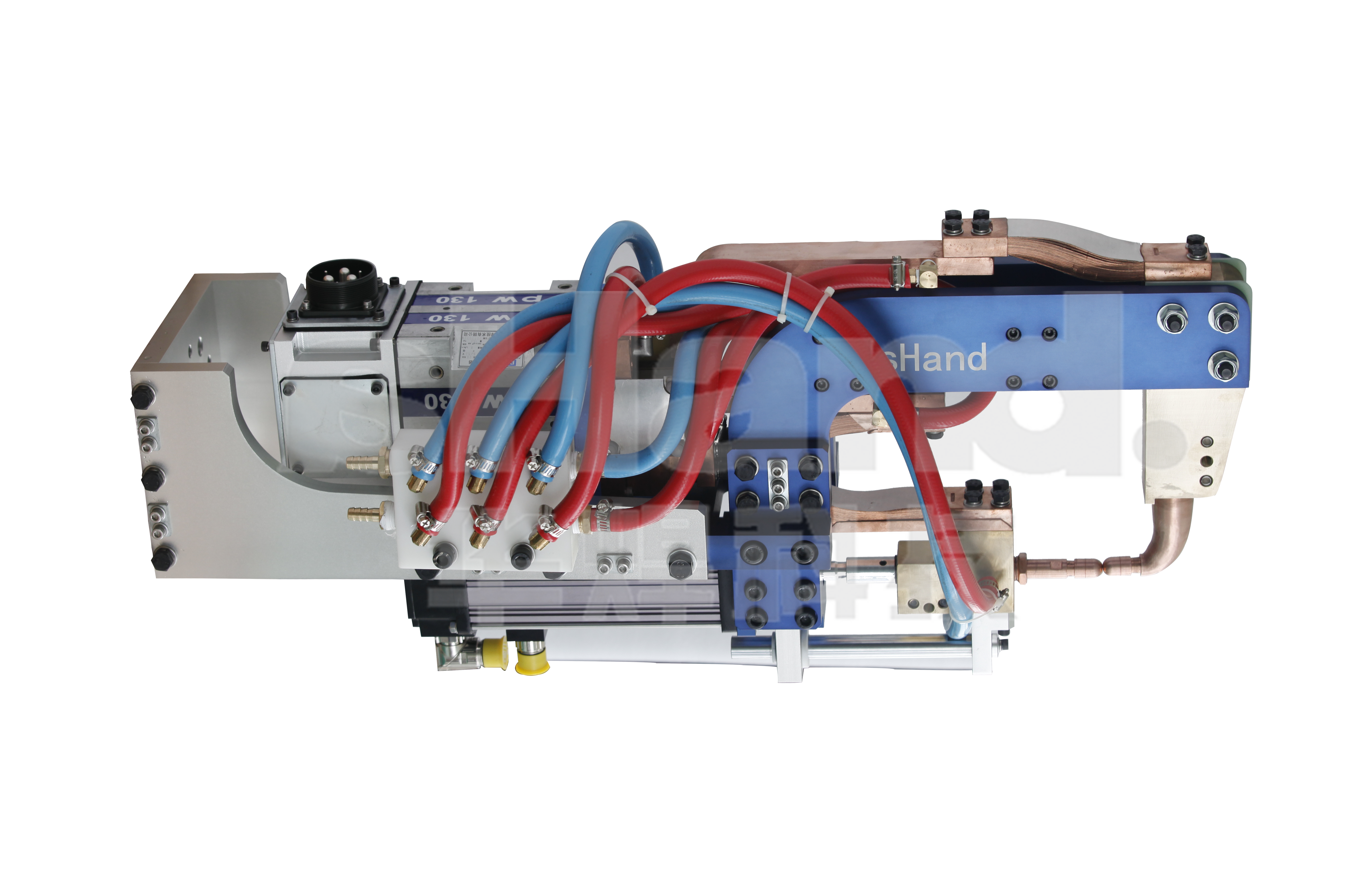
气动X型机器人焊钳
变压器安装在焊钳上,结构紧凑,重量轻,输出电流大。
变压器采用真空浸漆,环氧浇注,绝缘等级为F级,二次线圈采用高导电率的无氧铜,内带强制水冷,产品质量等同国际同类产品,并可配备次级电流反馈线圈,监测实际焊接电流。
内置温控开关,起到过热保护。
焊接壁材质采用优质高力黄铜,精密铸造,导电率高,强度高,刚性强。
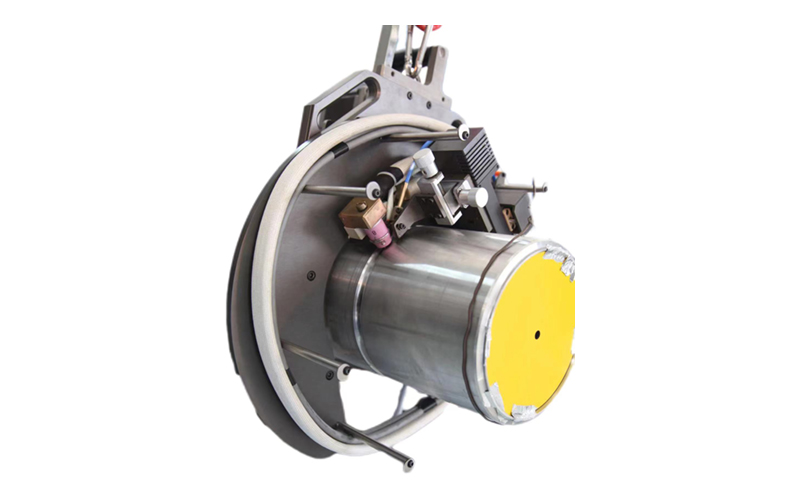
气动C型机器人焊钳
电极握杆采用进口铬锆铜,铍铜,具有高强度及优质的导电性。
焊接臂,与机器人连接架等高精度部件,采用CNC加工,以保证产品质量。
气缸体采用优质合金铝挤压成型,质地致密,CNC加工后,缸体做硬膜阳极氧化。气缸作为动力组件可以做到,静音,高机械效率(活塞,活塞杆,缸体,缸盖配合同轴度高),使用寿命长(缸体内密封件均采用日本进口件,活塞上装两组高性能的导向环)。
伺服C型机器人焊钳
与气动机器人焊钳相比,在动力机构上,有伺服电机驱动,大小带轮,同步齿形带传动,通过滚珠丝杆螺母副将旋转运动转化为直线运动,从而实现电极加压。除了具备气动机器人焊钳特性外,还具有以下专有特性:
电极加压力(焊钳承受最大耐压内)及行程可以任意设定,缩短打点时间间隔。
电极轻柔接触工件。打点时电极在快要接触工件时减速、电极夹住工件时实现软接触,可以有效防止工件变形。另外,软接触后工件夹紧装置数量可以减少,夹具可以简化。
测定电极的长度,可以检出电极消耗时间。
检出电极粘连。感知电极的移动量,可以检出是否存在电极与工件粘连。
伺服X型机器人焊钳
与气动机器人焊钳相比,在动力机构上,有伺服电机驱动,大小带轮,同步齿形带传动,通过滚珠丝杆螺母副将旋转运动转化为直线运动,从而实现电极加压。除了具备气动机器人焊钳特性外,还具有以下专有特性:
检出电极脱落。电极脱落的情况下,在下一次加压动作时可以检出电极脱落。
降低噪音、优化工厂环境与节能。电极轻柔接触工件,冲击音极小;没有压缩空气的排气音。没有压缩空气排出,工厂内环境得到优化。灭蝇压力损失与空压机损耗等,相比气动机器人焊钳能源效率提高30%左右。
焊钳以及周边配置的简化,因不使用压缩空气,气管以及周边配置等不再需要。
Copyright © 昆山华焊科技有限公司 版权所有 网站备案号:苏ICP备2021037889号-1